System Functions
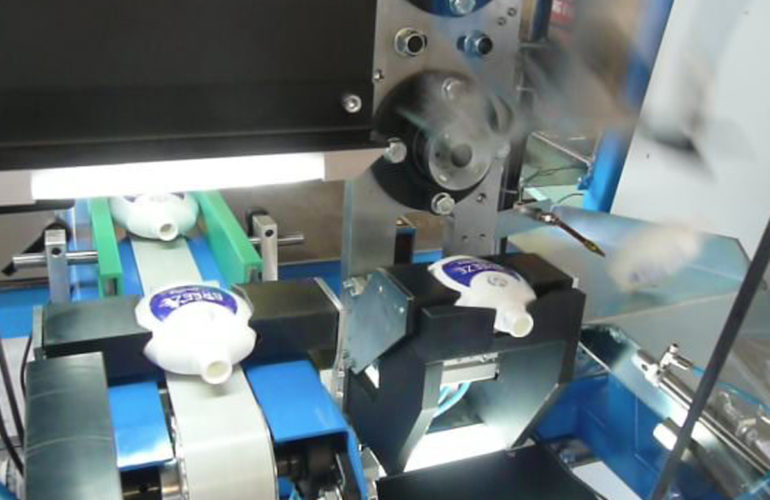
The measuring station is placed immediately downstream the processing; the balls are positioned by means of a robot controlled by the PLC machine .
The vision system monitors, through special sub-pixels algorithms, different units, such as the sphere height, the thickness and milling position respect to the “ideal” sphere center.
The ideal workpiece shape , in fact, is not a perfect sphere, but is more similar to a rotation ellipsoid. It was therefore necessary to carry out special edge interpolation algorithms to verify that the eccentricity is always contained within the limits prescribed by the manufacture.
Thanks to the vision system we can also perform standard measures which are not possible with gauges or other handheld devices. In this case, for example, it is calculated by the maximum horizontal diameter, physically not possible to measure for the milling presence .
In addition to controlling the defective parts spread , the measurement data are processed in form of moving average, so as to provide indications on the production process degeneration.
Measurement Accuracy
The accuracy achieved by this system is +/- 0.01mm.
In order to achieve high precision the temperature factor may be critical too. The brass thermal expansion coefficient is about 18 ppm / ° C and the overhangs of some tens dilation degrees can become significant. The vision system controls the ball immediately after the turning process, where the piece is still warm because of the suffered working.
A special calibration function allows you to set the relationship between mm and pixels on the two axes; this function has been realized in order to take account of thermal expansion.
System Composition
The system heart is the software, designed and developed in our laboratories. The functions and the basic algorithms are taken from the result of specific libraries in the vision field, while the other functions specific to this application, have been created specifically to provide a “turnkey” product.
The other devices necessary to obtain measurements with the required accuracies are:
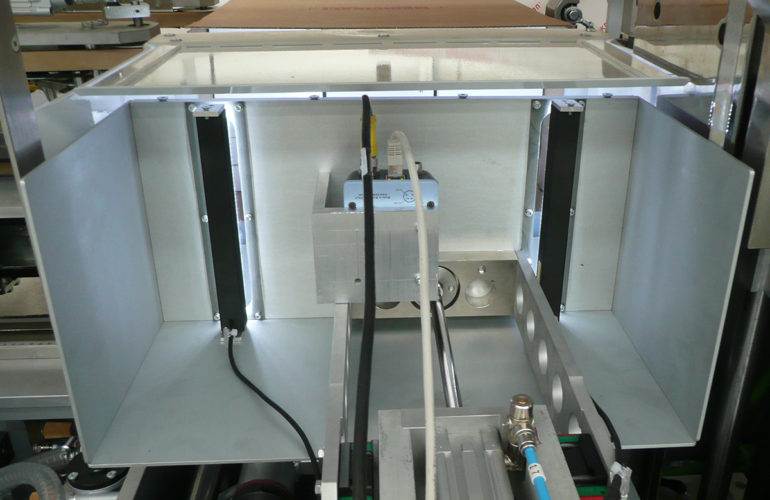
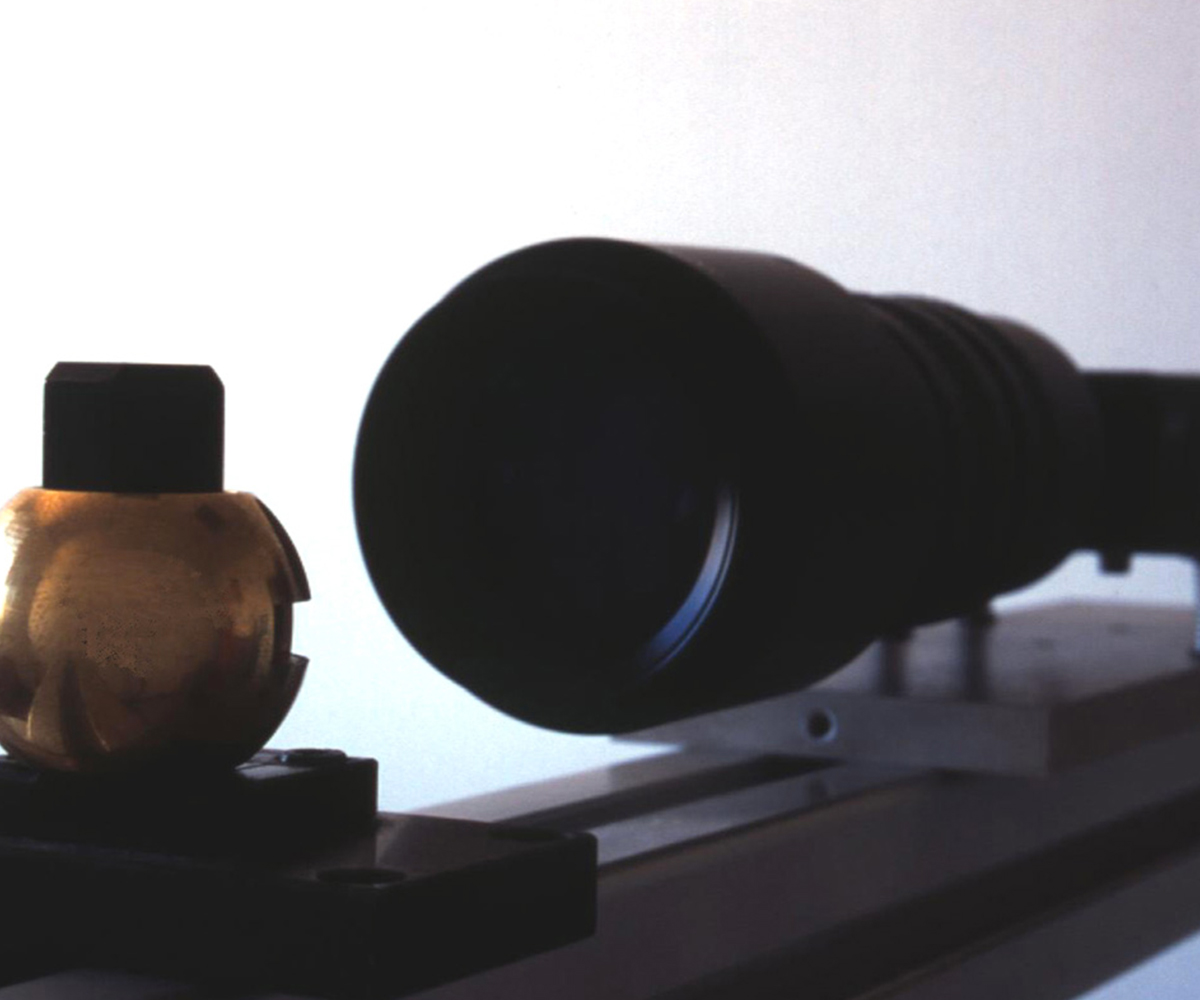
Camera, with high resolution and low electrical noise. Objective, telecentric that minimizes the errors due to the lens wide-angle effect. Illumination, a special device to back-lighting which allows to obtain a good contrast between the workpiece and the background, and to be insensitive to the brass sphere reflective surface.
Image capture card, with high-resolution and low jitter.
Elaboration unit, constituted by a PC which provides the necessary computing power for the image processing.
Operator Interface
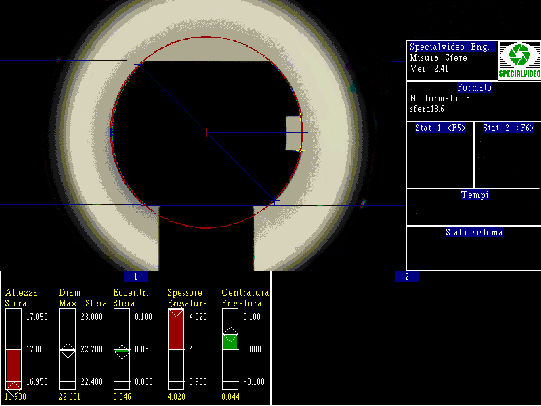
During automatic control, the system displays on the monitor’s image
the last ball controlled and the measurements results.
To make immediate and clear measurements reading, the results can be displayed as a trend or XR card.
In this way the operator can detect the time for a slow production process degeneration, and then intervene on cases which are jeopardizing the product quality preventing the defective parts creation .
The system has several operating parameters, in order to adapt to different product types and operating conditions.
Precision Measurements
The dimensional object measurement by its image may at first seem equivalent to count the pixels number assigned to the object. In case of precision measurements is not like this because: The object edges are usually blurred, ie they involve several pixels (from 2to 5,normally ), then there is no point in the “real” board image. Determine the border point by a threshold binarization constrains the enlightenment system stability, because the measurement has to depend on the illuminationlevel (a dark object in bright field gets smaller increasing the light background) If the distance is variable, equally variable is the measure.
The techniques to obtain independent illumination level measurements of the of using the analysis of the derivative or, similarly, the transformations produced by appropriate filters. In other words, the place in the picture looking more plausible the transition from the object to the background, using all the pixels involved in the transition. The next important step is the conversion of the measurement from pixels to millimeters or, more generally, by the reference system of the camera to that of the space in which the object is located. In both cases, the usual way to calculate the parameters of the conversion from pixels to millimeters is through a calibration function can be found in those parameters (for example, the scale factor) that transform “the best” measures from pixels to millimeters .
Download